浙江天雅江濤動力有限公司 發動機箱體|發動機缸頭|壓鑄|機加工
15058557666


2025-04-17 03:23:51
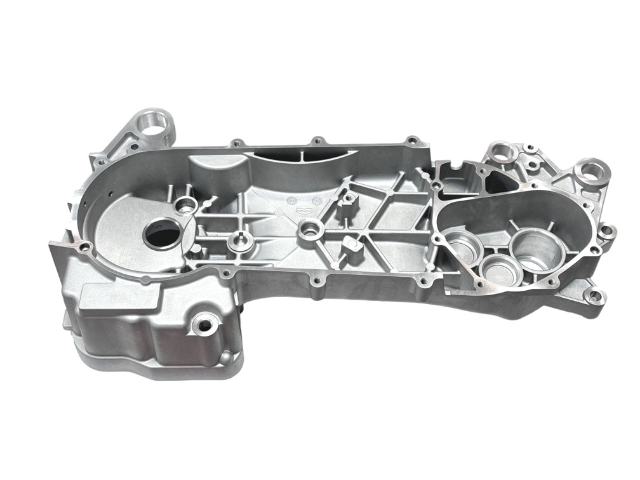
制造工藝的精細化:低壓鑄造工藝,我們采用低壓鑄造工藝生產缸頭,該工藝能夠有效控制金屬液的流動速度和壓力,確保鑄件內部組織致密、壁厚均勻。與傳統鑄造工藝相比,低壓鑄造明顯減少了氣孔、縮孔等缺陷,使缸頭的壁厚均勻性誤差控制在≤0.3mm以內。T6熱處理強化技術,在鑄造完成后,我們對缸頭進行T6熱處理,包括固溶處理和人工時效。這一工藝能夠消除鑄件內部應力,提升材料的硬度和強度,同時改善缸頭的尺寸穩定性和抗變形能力。通過T6熱處理,缸頭的平面度控制在≤0.05mm以內,滿足高精度使用要求。T6 熱處理優化缸頭平面度與強度。清遠缸頭制造商

缸頭作為摩托車發動機的主要部件,其重要性不言而喻。我們公司生產的鋁合金缸頭,憑借先進的材料、精湛的工藝、嚴格的質量檢測以及普遍的應用適配和定制化服務,成為了高性能摩托車發動機的可靠選擇。在未來的發展中,我們將繼續致力于技術創新和產品升級,不斷提升缸頭的性能和耐用性,為全球摩托車用戶提供更加優良的產品和服務。我們堅信,通過我們的不懈努力,我們的鋁合金缸頭將在摩托車動力系統領域發揮更大的作用,推動摩托車行業的持續發展。清遠缸頭制造商運用 T6 熱處理強化,其缸頭機械強度高,適應復雜工況。

全球市場認可與客戶信賴:(一)OEM配套服務,憑借突出的產品質量和性能,我們公司已經為東南亞、南美等全球30余個**的客戶提供了OEM配套服務。我們的缸頭產品在國際市場上的**良好,得到了眾多有名摩托車制造商的認可和信賴。通過與這些客戶的長期合作,我們不斷提升自身的技術水平和服務質量,進一步鞏固了在行業內的先進地位。(二)低故障率與客戶滿意度,在多年的市場應用中,我們公司生產的鋁合金缸頭累計交付量已超過500萬件。根據統計,我們的產品故障率低于行業標準1.2個百分點。這一低故障率的優異表現,充分證明了我們缸頭的品質和高可靠性。我們的客戶在使用過程中,對缸頭的性能、耐用性和售后服務都給予了高度評價,客戶滿意度持續保持在較高水平。
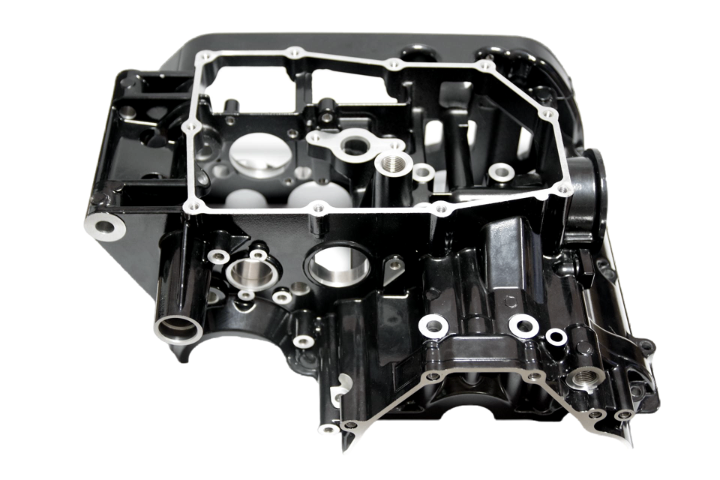
全生命周期質量管控:構建零缺陷制造系統。1 數字化檢測體系,部署蔡司Contura 7三坐標測量機(精度等級ISO 10791-1標準):關鍵尺寸控制:缸蓋平面度、氣門座孔圓度、冷卻水套壁厚等12項主要指標**全檢;?檢測效率:單件檢測時間≤15分鐘,支持SPC統計分析(CpK≥1.67)。2 X射線無損檢測(RT)系統:配置GE phoenix Vantage 640型工業CT:氣孔缺陷檢測:分辨率≤5μm,氣孔率≤0.08%(優于AS9100D標準);?夾雜物分析:AI自動識別硅酸鹽、氧化鋁等夾雜類型及分布密度。3.熱力學性能驗證,搭建HTA(高溫加速老化)試驗臺:熱循環測試:-40℃~150℃循環1000次(ΔT=190℃),變形量≤0.12mm;蠕變測試:200℃/80MPa條件下,1000小時蠕變量≤0.03mm。天雅江濤缸頭內部質量優,氣孔率極低。

精密制造與質量檢測:確保缸頭的突出品質:(一)高精度制造工藝,缸頭的制造精度直接影響到發動機的性能和耐用性。我們公司采用先進的加工設備和工藝,對缸頭進行高精度加工。在加工過程中,嚴格控制缸頭的平面度,使其誤差控制在≤0.05mm的范圍內。這種高精度的加工工藝,保證了缸頭與氣缸、活塞等部件的緊密配合,減少了運行中的摩擦和熱量損失,提高了發動機的效率和穩定性。(二)德國蔡司三坐標檢測設備與X光探傷,為了確保缸頭的質量,我們公司引進了德國蔡司三坐標檢測設備,對缸頭的關鍵尺寸進行**全檢。這種高精度的檢測設備能夠精確測量缸頭的尺寸偏差,確保其符合設計要求。同時,我們還采用X光探傷技術,對缸頭內部進行無損檢測。通過X光探傷,能夠清晰地觀察到缸頭內部是否存在氣孔、裂紋等缺陷,確保內部氣孔率控制在≤0.1%的范圍內。這種嚴格的檢測手段,有效杜絕了不合格產品的流入市場,保證了缸頭的品質和高可靠性。天雅江缸頭,提供全方面售后支持,解決客戶后顧之憂。清遠缸頭制造商
X光探傷技術,缸頭內部氣孔率控制在0.1%以內,耐用性明顯提升。清遠缸頭制造商
材料選擇與優化:鋁合金材料的優勢,我們采用高性能鋁合金作為缸頭的主要材料,其輕量化特性有助于降低發動機的整體重量,同時具備優異的導熱性和機械強度。鋁合金的加工性能良好,能夠滿足復雜結構的設計需求,為提升缸頭精度奠定了基礎。材料配方的優化,通過調整鋁合金的合金元素比例,我們進一步提升了材料的抗熱變形能力和耐磨性。例如,增加硅含量可以提高材料的硬度和耐熱性,而添加鎂元素則能增強材料的強度和韌性。這些優化措施確保了缸頭在高負荷工況下的穩定性和耐用性。清遠缸頭制造商
<sup id="murqo"><form id="murqo"></form></sup>