浙江天雅江濤動力有限公司 發動機箱體|發動機缸頭|壓鑄|機加工
15058557666


2025-03-31 01:12:42
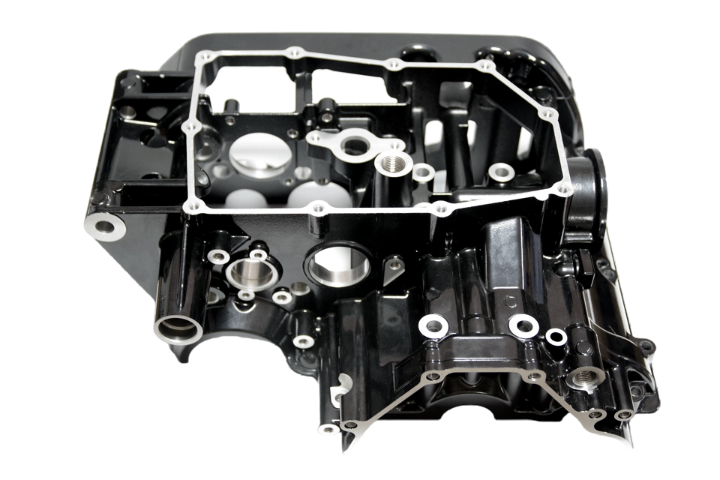
優良的致密度?:產品的致密度是衡量其質量的重要指標。天雅江濤通過智能壓鑄單元集成鋁液溫度閉環控制,將鋁液溫度波動控制在≤±1℃,同時進行實時壓力監測。在壓鑄過程中,精確的溫度控制確保了鋁液在理想的流動性狀態下填充模具,而實時壓力監測則保證了在金屬液凝固過程中,始終有足夠的壓力作用,使內部孔隙充分被壓實。這種嚴格的過程控制使得壓鑄產品的致密度高達95%以上。以汽車結構件中的新能源殼體為例,高致密度意味著殼體具有更高的強度和更好的抗沖擊性能。在車輛行駛過程中,新能源殼體需要承受來自路面顛簸、碰撞等各種外力作用,高致密度的壓鑄產品能夠有效抵御這些外力,保護內部的電池、電控等主要部件,提高新能源汽車的**性和可靠性。?具備**高新技術企業資質,是行業內的先進企業。寧波電子散熱器壓鑄技術

創新技術突破:真空輔助壓鑄(VacuumAssistedDieCasting)?:針對0.8-2mm超薄壁結構件開發真空度≥98%的輔助系統,通過消除紊流金屬液流動,使良品率從92%提升至98.5%,應用于特斯拉ModelY電機支架等精密部件。?半固態壓鑄(Thixomolding)?:開發固液兩相比例精確控制系統(固相含量40-60%),制備出抗拉強度≥350MPa的輕量化構件,成功應用于蔚來ES8電池包下箱體。熱處理工藝創新:推出梯度時效技術(T6+T7復合處理),使合金強度提升至380MPa的同時保持延伸率≥6%,突破傳統T6處理強度與韌性的矛盾。寧波電子散熱器壓鑄技術服務領域擴展至航空航天、新能源汽車及電子散熱器制造。

溫度控制:1.鋁液溫度,鋁液溫度是壓鑄過程中較重要的參數之一。適宜的鋁液溫度能夠保證金屬液的流動性,減少氣孔和縮松等缺陷。我們的智能壓鑄單元集成了鋁液溫度閉環控制系統,波動范圍控制在±1℃以內,確保了鋁液溫度的穩定性。通常,鋁合金壓鑄的鋁液溫度應控制在660℃至720℃之間,具體溫度需要根據合金成分和零件復雜程度進行調整。2.模具溫度,模具溫度的控制同樣重要,過高或過低的模具溫度都會影響鑄件的質量。模具溫度過高會導致鋁液冷卻速度過慢,容易產生縮松和粘模現象;模具溫度過低則會導致鋁液冷卻過快,產生冷隔和氣孔。一般來說,模具的預熱溫度應控制在200℃至250℃之間,生產過程中模具溫度應保持在180℃至250℃之間。
鋁合金壓鑄工藝流程:1.鋁液準備,在進行壓鑄之前,需要對鋁合金進行熔化處理。天雅江濤采用先進的熔煉爐,將原材料加熱至適當溫度,使其完全熔化為液態。在這一過程中,我們嚴格控制溫度,以避免氧化和雜質混入,從而保證后續成型質量。2.壓鑄過程,注入階段:將熔融狀態下的鋁液通過澆注系統快速注入模具型腔中。在此過程中,高壓力能夠確保金屬液迅速填充模具,并克服流動阻力。保壓階段:在注入完成后,保持一定壓力以確保金屬液在型腔內充分凝固,防止產生收縮缺陷。冷卻階段:待金屬液凝固后,通過冷卻通道迅速降低模具溫度,加快成型速度。在這一階段,我們會監測溫度變化,以確保產品質量穩定。天雅江濤將繼續致力于提升自身競爭力,為客戶創造更大的價值。

工藝創新與技術驕傲:1.智能壓鑄單元的應用,公司通過引入智能壓鑄單元,在鋁液溫度控制與實時壓力監測方面實現了閉環控制。鋁液溫度波動控制在±1℃的范圍內,這意味著我們在壓鑄過程中能夠實現超穩定的溫控,為產品的致密度指標打下良好的基礎。在不斷提高生產效率的同時,確保了產品的一致性和穩定性。2.真空輔助壓鑄技術,天雅江濤創新應用真空輔助壓鑄技術,極大提升了薄壁件的良品率。對于較薄可達0.8mm的薄壁件,良品率高達98.5%。這種技術能夠有效消除鑄造過程中的氣孔、縮松等缺陷,確保產品有更好的力學性能及密度,符合行業對高精度鋁合金零件的嚴格要求。壓鑄過程參數嚴格控制,確保無氣孔、無縮松缺陷。茂名壓鑄精選廠家
壓鑄過程中實時監測壓力,保證產品內部組織均勻穩定。寧波電子散熱器壓鑄技術
天雅江濤的技術優勢解析:智能化生產工藝:天雅江濤在智能壓鑄單元上實現了突破:鋁液溫度閉環控制:通過精確溫控系統,將鋁液溫度波動控制在±1℃以內。這種高精度的溫度控制能夠明顯改善鑄造件的內部組織結構,提高制品質量穩定性。實時壓力監測與優化:利用智能化監控系統對壓鑄全過程的壓力變化進行實時監測和分析,確保成型過程更加可控,產品質量更加穩定。質量監測閉環體系:構建了從熔煉到交付的三維質量控制矩陣:過程追溯:每一爐鋁液均通過X射線熒光儀檢測Mg、Si等元素偏差(±0.02%),配合ERP系統實現批次可查;無損探傷:在線渦流檢測設備與CT掃描儀對關鍵件進行**全檢,缺陷識別精度達0.05mm;客戶協同驗證:為新能源汽車供應商定制振動臺測試(±3g/800Hz)和海水腐蝕實驗(ASTMB117標準),確保零件在15年生命周期內的環境適應性。寧波電子散熱器壓鑄技術
<sup id="murqo"><form id="murqo"></form></sup>