聯(lián)系方式 | 手機(jī)瀏覽 | 收藏該頁 | 網(wǎng)站首頁 歡迎光臨廣州佳澤硅膠科技有限公司

廣州佳澤硅膠科技有限公司 液態(tài)硅膠注塑模具|液態(tài)硅膠制品|液態(tài)硅膠模具|液態(tài)硅膠產(chǎn)品
18027338968









2025-04-22 18:15:25
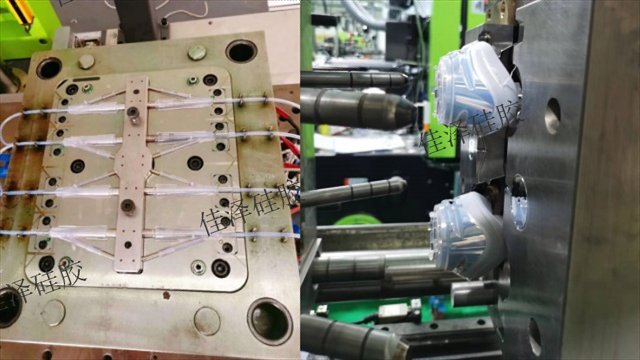
三、關(guān)鍵工藝要點(diǎn)粘接技術(shù)機(jī)械嵌合:基材設(shè)計(jì)凹槽、孔洞或倒鉤結(jié)構(gòu),增強(qiáng)物理結(jié)合。化學(xué)粘接:依賴底涂劑(如硅烷偶聯(lián)劑)或基材表面改性(等離子活化)。溫度匹配:基材需耐高溫(避免包膠時(shí)熱變形)。模具設(shè)計(jì)流道系統(tǒng)需避免LSR提前硫化(冷流道系統(tǒng)更優(yōu))。排氣設(shè)計(jì)防止氣泡(LSR流動性高但易裹氣)。工藝參數(shù)控制注射壓力:低壓注塑(避免飛邊)。硫化溫度和時(shí)間:影響交聯(lián)密度和粘接強(qiáng)度。四、典型應(yīng)用場景廚具:硅膠包覆塑料手柄(防燙、防滑)。電子產(chǎn)品:防水密封圈、按鍵(如智能手表表帶)。**器械:呼吸面罩、密封閥(生物相容性要求高)。汽車配件:線纜接頭、密封件(耐高溫、耐油)。液態(tài)硅膠包膠應(yīng)用于電子產(chǎn)品、汽車配件、醫(yī)用器械及日常消費(fèi)品等領(lǐng)域,以提升產(chǎn)品的性能、穩(wěn)定性和美觀度。廣州三腔導(dǎo)尿管液態(tài)硅膠包膠成型公司

五、常見問題與解決方案問題原因解決方案粘接不牢基材表面處理不足加強(qiáng)等離子處理或使用底涂劑氣泡或填充不全排氣不良或注射速度過快優(yōu)化排氣槽,降低注射速度飛邊(毛刺)模具間隙過大或壓力過高調(diào)整合模力,優(yōu)化模具精度硫化不完全溫度/時(shí)間不足延長硫化時(shí)間或提高模具溫度。六、優(yōu)勢與局限性優(yōu)勢:實(shí)現(xiàn)軟硬結(jié)合,提升產(chǎn)品功能性和用戶體驗(yàn)。LSR無毒環(huán)保,適合**和食品接觸場景。局限性:模具成本高,適合大批量生產(chǎn)。工藝控制復(fù)雜(需精細(xì)控制溫度、硫化時(shí)間)。廣東液態(tài)硅膠包膠成型制造廠液態(tài)硅膠在模具中固化后,需要控制一定的溫度和時(shí)間條件以確保其物理性能和表面質(zhì)量。
液態(tài)硅膠包膠注塑產(chǎn)品相較于其他材料或工藝制成的產(chǎn)品,具有一系列***的優(yōu)勢。以下是對液態(tài)硅膠包膠注塑產(chǎn)品優(yōu)勢的詳細(xì)歸納:五、應(yīng)用領(lǐng)域***液態(tài)硅膠包膠注塑產(chǎn)品廣泛應(yīng)用于電子電器、汽車配件、**器械、日常用品等多個(gè)領(lǐng)域。例如,在電子電器領(lǐng)域,液態(tài)硅膠制品被用作手機(jī)按鍵、遙控器外殼等;在汽車配件領(lǐng)域,液態(tài)硅膠制品被用作密封條、防塵罩等;在**器械領(lǐng)域,液態(tài)硅膠制品被用作**器械手柄、導(dǎo)管等。這些應(yīng)用證明了液態(tài)硅膠包膠注塑產(chǎn)品在多個(gè)領(lǐng)域中的優(yōu)勢和適用性。
五、應(yīng)用領(lǐng)域***液態(tài)硅膠包膠注塑產(chǎn)品因其獨(dú)特的優(yōu)勢,在多個(gè)領(lǐng)域得到了廣泛應(yīng)用,如消費(fèi)電子、汽車部件、**器械和家居用品等。這些應(yīng)用領(lǐng)域?qū)Ξa(chǎn)品的性能、外觀和品質(zhì)要求各不相同,但液態(tài)硅膠包膠注塑工藝都能滿足其需求。綜上所述,液態(tài)硅膠包膠注塑產(chǎn)品的生產(chǎn)工藝具有材料選擇與兼容性強(qiáng)、精密成型與多材料集成、工藝控制與品質(zhì)保障嚴(yán)格、環(huán)保與可持續(xù)性好以及應(yīng)用領(lǐng)域***等特點(diǎn)。這些特點(diǎn)使得液態(tài)硅膠包膠注塑產(chǎn)品在市場上具有強(qiáng)大的競爭力。液態(tài)硅膠包膠成型通過嚴(yán)格把控溫度、壓力、原料配比和模具精度等關(guān)鍵因素,可以確保很好的產(chǎn)品性能和外觀。

二、關(guān)鍵技術(shù)挑戰(zhàn)與解決方案粘接強(qiáng)度不足原因:基材表面污染或處理不充分。解決方案:使用高活性底涂劑(如Dow Corning® 1200 Primer)。基材表面等離子處理(提高極性基團(tuán)密度)。氣泡與填充不良原因:排氣不足或注射速度過快。解決方案:優(yōu)化排氣槽布局(優(yōu)先設(shè)置在流動末端)。降低注射速度(分段控制充填過程)。硫化不完全原因:溫度波動或硫化時(shí)間不足。解決方案:采用模溫機(jī)精細(xì)控溫(±1°C)。通過DSC測試確定比較好硫化時(shí)間。基材變形原因:基材耐溫性不足(如普通塑料在高溫下軟化)。解決方案:改用耐高溫塑料(如LCP、PPS)。縮短硫化周期(快速開模降溫)。液態(tài)硅膠包膠成型利用無味的液態(tài)硅膠材料,通過精密的注塑設(shè)備,在模具中固化成型,實(shí)現(xiàn)預(yù)制件包裹或密封。廣州按鍵液態(tài)硅膠包膠成型工藝
佳澤硅膠科技專門專注于液態(tài)硅膠制品的制造,并已掌握了高質(zhì)量LSR零件和LSR 包膠組件的生產(chǎn)。廣州三腔導(dǎo)尿管液態(tài)硅膠包膠成型公司
液態(tài)硅膠包膠注塑產(chǎn)品的生產(chǎn)工藝具有以下幾個(gè)***特點(diǎn):二、精密成型與多材料集成高精度模具設(shè)計(jì):液態(tài)硅膠包膠注塑工藝需要高精度的模具設(shè)計(jì),以確保注塑產(chǎn)品的形狀、尺寸和表面質(zhì)量滿足要求。復(fù)雜結(jié)構(gòu)成型:該工藝能夠?qū)崿F(xiàn)復(fù)雜的三維結(jié)構(gòu)和高精度細(xì)節(jié)成型,滿足對產(chǎn)品結(jié)構(gòu)復(fù)雜性的高要求。多材料集成:通過液態(tài)硅膠包膠注塑工藝,可以在同一產(chǎn)品中集成多種材料,結(jié)合不同材料的優(yōu)點(diǎn),如LSR的柔軟觸感與塑料的強(qiáng)度和硬度。更多內(nèi)容馬上致電廣州三腔導(dǎo)尿管液態(tài)硅膠包膠成型公司
<sup id="murqo"><form id="murqo"></form></sup>